随着中国矿山行业产业升级步伐的加快,矿山机械的产品结构发生了巨大变化,传统设备销售占比越来越少,自动化、连续化、高速化、智能化以及大容量矿机装备销量大幅增长。国外矿山机械制造企业凭借其技术、资金、管理的实力及灵活的机制,采取各种方式抢占中国矿山机械市场,对国内矿山机械行业构成极大威胁。
国内企业要想在如此激烈的竞争中不被淘汰,就必须加快产品结构调整步伐,加快企业产品和装备制造智能化进程,将传统制造与云平台、大数据、互联网等先进技术结合,使信息化和工业化深度融合,为企业产品制造与应用提供良好的技术支撑,提高产品核心竞争力。
我国矿山机械行业已成为门类齐全、满足矿山行业需求的支柱产业,但与世界先进技术相比,还存在着不少差距,例如矿山机械总体技术水平低、产品自主开发和创新能力薄弱、研制开发资金投入不足等。我国始终重视矿用机械装备行业的发展,促进本行业形成能源装备自主设计、制造和成套能力,关键部件和原材料基本实现自主化。
公司拟通过实施蓬莱生产基地建设项目,新建厂房并新增生产设备,调整产品结构,增加市场急需的防爆柴油机混凝土搅拌运输车、湿式喷射车、无轨胶轮车等高端产品的产量,缓解产能瓶颈,提高企业的技术创新能力、工艺水平、装备水平和管理水平,实现行业转型升级和跨越发展,为公司未来的持续发展和技术创新打下坚实的基础。
装备制造业是国民经济的主体,矿山机械行业作为装备制造业的子行业,是为矿山行业发展提供技术装备的基础性产业,是矿山行业产业升级、技术进步的重要保障,也是我国矿山行业综合实力和技术水平的集中体现。
(一)技术可行性
公司子公司亚通重装主要从事矿用辅助运输设备的研发、生产、销售和服务,多次被认定为高新技术企业、国家级科技型中小企业,并拥有省级科技创新平台“山东省企业技术中心”,并建有烟台市企业技术中心、烟台市矿用运输装备工程技术研究中心、烟台市煤矿井下无轨辅助车辆工程实验室等市级科技创新平台。公司自主研发、专供煤矿井下使用的防爆柴油机混凝土搅拌运输车、喷射车等设备,被中国煤炭机械工业协会鉴定为国内首创,达到了国际先进技术水平,实现了关键装备的国产化突破。公司已成为矿用辅助运输设备领域具有较强竞争优势的企业之一,具备实施本项目的技术条件。
(二)市场可行性
目前,全国各类型煤矿数量有五千余家,部分煤矿还在使用小绞车、小机车等传统的井下运输车辆,污染重,效率低下,存在一定的安全隐患。未来,随着煤矿企业机械化程度的不断提升,矿用辅助运输设备将向着高效率、低污染、小型化、智能化、无人化等方向发展,不符合环保要求、效率低下的老旧设备将被逐步淘汰,无轨胶轮车等辅助运输设备将迎来一轮升级浪潮,释放出大量的刚性需求。公司与国家能源集团、晋能控股、陕煤集团、山东黄金等多家大型矿山企业建立了良好的合作关系,特别是公司的防爆柴油机混凝土搅拌运输车在国家能源集团神东矿区实现了矿井全覆盖,产品得到了客户的认可,形成了稳定的供需关系。公司在矿用辅助运输设备领域拥有稳定的客户资源,为项目的实施奠定了良好的市场基础。
(三)项目基本情况
1、项目概况
本项目拟形成年产 216 台矿用辅助运输设备和 220 套核心零件的生产能力,预计投资 56,990.00 万元。本项目达产后,正常年份产品年销售收入为 29,360万元,年利润总额 8,990 万元,项目财务内部收益率(税后)为 21.9%,项目投资回收期(税后)为 6.2 年;提供专业化服务年收入为 16,873 万元,年利润总额 5,564 万元,项目财务内部收益率(税后)为 49.7%,项目投资回收期(税后)为 3.3 年。
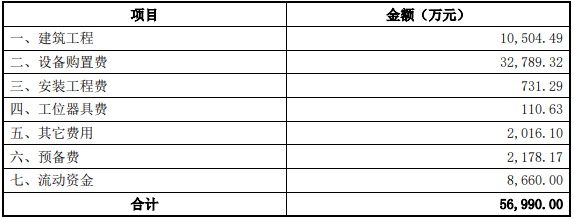
2、投资概算
3、技术工艺和方案
本项目主要生产煤矿井下胶轮车系列产品,主要包括无轨人车、柴油机混凝土搅拌运输车、无轨胶轮车、专用柴油机和专用车桥等,主要技术工艺包括下料、焊接、机加、装配、表面处理等。
下料:厚板下料采用龙门式火焰切割机下料,满足厚板切割工艺需求,薄板采用激光切割机切割下料,激光切割薄板具有尺寸精确、切割面质量好、切割速率高、变形量少的等优点。采用板材折弯机进行板材的折弯处理,折弯设备为数控设备,减少了人工对工艺过程的影响,提高了折弯件的质量。
焊接:采用数字逆变焊接电源,可实现更为精确和复杂的电源输出特性,从而满足不同焊接工艺需求,大幅减少焊接过程中的飞溅,同时还具有节能、易操作等特点。针对批量焊接件,焊装车间规划了多台焊接机器人,可实现批量结构件的连续焊接,降低了生产过程劳动力成本,缩短了产品生产周期。
机加:根据加工零部件的特点,构建以齿轮件为中心的生产单元,即在生产单元内完成齿轮件的全部加工工序。对于大型的结构件及桥壳加工,主要以铣削、镗孔、钻孔、攻丝等生产为主,构建柔性的机群式布置,同时设置翻身地,用于零件加工工序间的翻转,翻身地铺硬质橡胶垫,保护地面不受破坏。
装配:车间工艺布局以产品混线装配为重点,总装、部装区域布置同时兼顾满足各种产品的生产。整个装配车间采用 U 型自动装配线布置方式,在装配车间东侧设外购外协件库,存放装配所需的螺栓等标准件,以及皮带、减速器等外购外协件。底盘合套、上下车连接中重要螺栓的拧紧采用自动扭矩扳手,提高产品质量和生产效率。轮胎装配工位采用专用轮胎拧紧机,快速实现对轮胎的吊运、上装、拧紧等工作内容,同时减轻工人的劳动负荷。产品在最后一个工位调试下线,为避免发动机产生的尾气对车间空气的污染,在该工位配置尾气排污装置,收集并处理产生的尾气。无轨胶轮车装配完成后,自车间东侧大门驶出至试车场地进行车辆的加速、颠簸、爬坡等试验。
表面处理:主要负责公司胶轮车的驾驶室、车体、车架及其他构件的表面处理任务。表面处理车间由电泳工段、腻子工段和中涂面漆工段组成,配备自动化运输线,前处理工艺采用常温脱脂、表调磷化工艺,底漆工艺采用阴极电泳,中涂面漆采用人工空气喷涂的方式,完成表面处理工作。
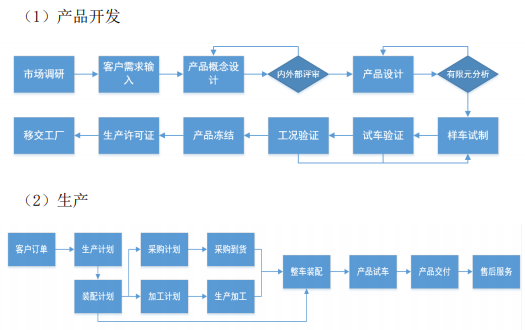
4、主要工艺流程
5、主要原辅助材料供应
项目达产时生产所需的主要原材料为各种钢板、各类配套标准件、焊接总成件、电气液压部件等,辅助材料为润滑油和包装材料等,本项目所需原辅材料均为市场采购,公司已经形成安全可靠的采购渠道,市场完全能满足需求。
6、环境保护
本项目产生的污染物主要是人员产生的生活污水及生产过程中产生的废水、噪声、振动、废气、粉尘、固体废弃物等,本项目建设过程中及投产后拟采取的主要防治措施如下:
(1)废气、粉尘:对焊接烟尘的处理主要采用局部通风为主、全面通风为辅的手段,以此改善作业环境的污染。喷漆、流平和烘干作业均在封闭的房间内进行,做到有害气体有组织排放,同时采用强制送排风或热风循环方式,防止粉尘、漆雾和有机废气向厂房扩散。生产废气排放达到执行《大气污染物综合排放标准》(GB16297-1996)新污染源大气污染物排放二级标准。
(2)废水:在表面处理车间设置废水一体化处理设备,对生产废水进行集中处理,达到《污水综合排放标准》(GB8978-1996)标准后就近排入厂区污水管网。厂区生活污水经管网末端化粪池处理后,排至厂区周边市政道路的污水排水管网。
(3)噪声:项目噪声主要为各类设备运行的噪声,优先考虑技术性能好、运转平稳、噪声较低、振动较小的设备,从设备本身降低噪声值,并在设备旁加装防护罩,对产生较大振动和噪声的工艺及公用设备,采取安装弹性垫或设置减振基础,公用动力管道设减振消声接头,进排气口设消声器等措施,以有效降低噪声,运营期厂界噪声达到《工业企业厂界环境噪声排放标准》(GB12348-2008)III 类标准。
(4)固体废弃物的处置和利用:生产时产生的铁屑等废料运至厂区指定地点统一存放,定期送回收公司回收利用;设置其他废弃物收集专用容器,用于漆渣、废布、废棉、废活性炭废渣、泥饼等废弃物的统一收集,委托有相应资质的单位处理;各种生活垃圾由环卫清运作无害化处理。
烟台市生态环境局蓬莱分局对本项目的环保情况出具了批复意见(蓬环报告表[2020]82 号),同意本项目建设。
7、项目实施的土地安排
本项目在公司现有土地上实施,公司已取得该国有土地使用权证书(鲁(2017)蓬莱市不动产权第 0001926 号)。
8、项目组织方式和实施进展
本项目实施期为 2 年,由公司全资子公司烟台重工实施。截至报告期末,公司尚未对本项目投入。
此报告为正式报告摘取部分。需编制政府立项、银行贷款、投资决策等用途可行性研究报告咨询思瀚产业研究院。







 无锡国家数字电影产业园三期项目可行性研究报告
无锡国家数字电影产业园三期项目可行性研究报告 华侨城文旅装备产业园工程建设投资项目可行性研究报告
华侨城文旅装备产业园工程建设投资项目可行性研究报告 美国亚利桑那州-记忆绵床垫生产基地扩建项目可行性研究报告
美国亚利桑那州-记忆绵床垫生产基地扩建项目可行性研究报告 江西宜春-高能量密度动力储能(方形)锂电池研发产业化项目可行性研究报告
江西宜春-高能量密度动力储能(方形)锂电池研发产业化项目可行性研究报告 水晶光电-台州智能终端用光学组件技改项目可行性研究报告
水晶光电-台州智能终端用光学组件技改项目可行性研究报告 广西钦州-中伟股份北部湾产业基地三元项目一期可行性研究报告
广西钦州-中伟股份北部湾产业基地三元项目一期可行性研究报告 中国天津-毫米波雷达研发中心建设项目可行性研究报告
中国天津-毫米波雷达研发中心建设项目可行性研究报告 中国重庆-国储珞璜智慧物流园项目可行性研究报告
中国重庆-国储珞璜智慧物流园项目可行性研究报告