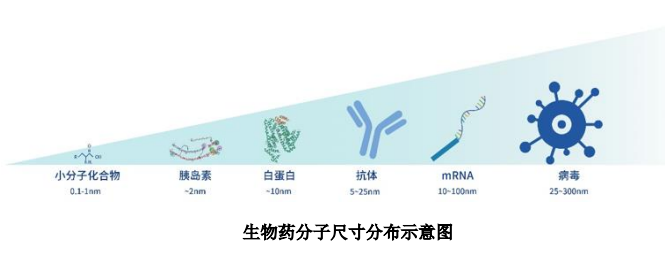
生物药品种繁多,包括单抗、双抗、ADC、疫苗、胰岛素、mRNA 等核酸药物、融合蛋白、白蛋白、GLP-1 类似物、多肽、肝素、质粒、病毒、AAV、VLP 等。
生物药的生产一般分为上游和下游两个阶段,上游生产通过分子构建,细胞株筛选,发酵表达药物分子;下游生产将发酵产生的生物发酵液进行分离纯化,去除各种杂质,得到单一组分的目标药物。
在下游纯化工艺中,由于生物发酵液含有成千上万种不同的生物大分子及小分子,品类丰富且具有复杂的化学结构和空间结构,而目标药物分子只是其中之一,分离纯化难度很大,需要结合生物样品的特性开发不同的色谱分离纯化方法才能得到符合质量标准的产品。
例如,根据分子特异性亲和开发的亲和色谱介质,为电荷异质体开发的离子交换色谱材料,为疏水性差异开发的疏水色谱介质,根据分子量差异开发的体积排阻色谱介质,为复杂样品开发的复合模式色谱介质,以及其他多种分离模式的色谱介质,以满足不同生物药纯化分离的需求。
生物药的创新药物或类似药的研发阶段包括研究开发、临床前实验、临床试验、生产上市等,色谱技术全程贯穿并应用于生物药的研发、生产及应用等各个环节,全周期全流程发挥关键作用。
1、不同色谱技术在医药行业的应用
①分析色谱在医药行业的应用
分析色谱主要应用于研究开发阶段、临床前实验阶段、生产应用阶段以及全过程的质控环节,全球制药行业的研发和质量控制实验室利用分析色谱技术将混合物中各组分进行分离,通过监控和分析这些组分的含量和杂质情况,进行药物鉴别、含量测定和杂质检查,为药物的生产工艺优化、质量研究与控制、稳定性考察、药理毒理及临床研究等提供重要的参考依据,有力地指导药物的开发研制,同时为药物的安全有效性提供保障。
②工业纯化在医药行业的应用
随着生物药流程的推进和延伸,工业纯化技术的应用也随之凸显,与分析色谱技术不同,工业纯化技术的目的是将目标物与杂质及有害物质分离,且将潜在内源病毒样颗粒和外源病毒进行灭活去除,进而制备出高纯度、低潜在危害的产品,工业纯化是药品生产的核心环节,其技术的先进性决定了药品的质量及药品生产效率和成本,对药物的安全有效性起着至关重要的作用。
高分辨率的分析色谱柱可以帮助测定不同组分的含量和杂质情况,并获取多样的定性、定量数据。高载量、高收率的工业纯化填料可以帮助提高药物生产效率,并获得高纯度、低潜在危害的产品,两者共同构成了生物药的质量、有效性和安全的重要保障,基于此特点,色谱技术在医药领域中得到广泛应用。
2、色谱技术在药物制备不同环节的应用
色谱技术作为对药物进行分离纯化和分析检测最常用也是最稳定的技术,覆盖药物制备全流程,从药品研究开发、临床前实验到临床Ⅰ、Ⅱ、Ⅲ期、生产应用以及质量控制的各个环节都涉及色谱技术的应用,色谱在药品安全性及有效性层面扮演着至关重要的角色。
①色谱在研究开发阶段的应用
色谱在药品的研究开发这一前期阶段便已介入,药物研发是极其精确的过程,各项参数都需要尽可能的准确,以此来保证准确地把握药物当中的成分及含量。残留药物的检测一直是一个严峻的问题,残留药物由于含量可能较低,检测难度相对较高,而高效液相色谱法(HPLC)这一分析色谱技术反应过程十分灵敏,在残留药物检测方面具有独特的优势;
其次,工作人员根据药物样品的不同成分产生的不同疗效分别确认有效成分,直至所研发的样品应用于临床试验,而分析色谱能够有效地确定药品中的成分;同时,由于药物中成分复杂,多为各类有机物,有着多种的异构体,这些客观因素都给药物中各项成分的具体含量测定带来了一定的难度,而运用分析色谱对混合组分进行分析,各项成分都可以在色谱结果中得到明显的体现。
分析色谱能够对药物成分和含量进行较为准确的分析和测定,为进一步的研究实验打下良好的基础。随着我国创新药研发需求的逐步释放,以及仿制药生物等效性带来的增量需求,近年来我国药物研发市场发展迅速,为分析色谱行业的发展奠定了市场基础。
②色谱在临床前实验阶段的应用
临床前实验阶段的目的之一是评估药物的药理和毒理作用,药物的吸收、分布、代谢和排泄情况(ADME),为了深刻描述并理解药物的作用机理,需要对大量生物样品进行定性定量分析,这些生物样品的取样量少、基质复杂、药物和代谢产物浓度低但样本量大,因此要求分析方法特异性强、灵敏度高、重现性好、简便快速,并具有一定通量。
分析色谱技术灵敏度高、简便快捷且集分离和分析功能为一体,可以适用不同类型化合物的定性定量分析,在临床前实验阶段,生物药物在表达、制备、储存过程中,各种微环境的影响会导致生物分子变化,于是需要分析色谱技术对生物药物的理化特性、生物学特性、纯度和杂质进行测定、分析和分离,以保证生物药物的安全性、有效性和批次稳定性。
同时,临床前实验阶段还会进行生产工艺、质量控制、稳定性等研究,其中工业纯化技术在生产工艺研究中便开始应用介入,分析色谱则在质量控制和稳定性研究中扮演重要角色。
③色谱在临床试验阶段的应用
临床试验阶段在人体(病人或健康志愿者)进行药物的系统性研究,目的是确定试验药物的疗效与安全性,一般分为 I、II、III 期临床试验。在此阶段,需根据临床试验结果不断改进优化产品及技术,分离纯化是医药制造过程中核心环节,该环节的关键耗材工业纯化填料的需求规模将随着试验阶段的推进而不断放大,医药企业在药品申报时需一并报备相关色谱填料厂家。
作为关键物料,填料一旦变更将会导致生产工艺有所改变,进而有可能对药品安全性、有效性和质量可控性产生较显著的影响,根据《生物制品生产工艺过程变更管理技术指导原则》等有关规定,分离纯化方法的变更应进行相关的技术评价,并进行验证,具体包括变更前后主要有效成分生物学变化的研究、变更前后连续 3批产品质量分析和适当的临床试验,周期较长,因此,医药企业在产品获批后第一供应商供货及时的情况下,通常不会轻易更换色谱填料供应商,然而随着国家持续推进医药产业改革,“医保控费”、“仿制药一致性评价”和“药品带量采购”等政策陆续出台,制药企业对成本端的重视程度大大提升,同时随着国际贸易环境不确定性增加导致国际厂商供货延迟,药企客户出于对供应链安全和原材料供货稳定性考虑,对国产填料的采购意愿也进一步提升。
④色谱在生产阶段的应用
随着药物获批上市进入生产阶段而产生的大规模且稳定的量产需求,色谱填料厂家作为药物生产制备关键耗材的供应商,其产能、供应链稳定性以及批次间一致性都是药企客户的关注重点。同时,高载量高寿命的填料能够帮助提高批处理量及大规模纯化效率,更容易获得客户的青睐。
⑤色谱在质量控制环节的应用
药品质量直接关系到患者的生命安全,因此质量控制是医药企业生产和管理的重中之重,药品的质量控制贯穿药品生产的每个环节,基于生物药的结构复杂性和异变性,需要对其进行全面的检测和质量控制,以保证产品的安全和有效。分析色谱技术作为药品纯度和含量测定的主要技术,能够对药物全面地定性、定量分析,通过有效监控药物中的杂质进而确保药物的质量和安全性。







 无锡国家数字电影产业园三期项目可行性研究报告
无锡国家数字电影产业园三期项目可行性研究报告 华侨城文旅装备产业园工程建设投资项目可行性研究报告
华侨城文旅装备产业园工程建设投资项目可行性研究报告 美国亚利桑那州-记忆绵床垫生产基地扩建项目可行性研究报告
美国亚利桑那州-记忆绵床垫生产基地扩建项目可行性研究报告 江西宜春-高能量密度动力储能(方形)锂电池研发产业化项目可行性研究报告
江西宜春-高能量密度动力储能(方形)锂电池研发产业化项目可行性研究报告 水晶光电-台州智能终端用光学组件技改项目可行性研究报告
水晶光电-台州智能终端用光学组件技改项目可行性研究报告 广西钦州-中伟股份北部湾产业基地三元项目一期可行性研究报告
广西钦州-中伟股份北部湾产业基地三元项目一期可行性研究报告 中国天津-毫米波雷达研发中心建设项目可行性研究报告
中国天津-毫米波雷达研发中心建设项目可行性研究报告 中国重庆-国储珞璜智慧物流园项目可行性研究报告
中国重庆-国储珞璜智慧物流园项目可行性研究报告