超声无损检测技术则可以追溯到 20 世纪初期。1929 年,前苏联科学家索科夫率先提出利用超声波穿透物体去探测内部缺陷和结构,建立了早期的超声波成像系统。20 世纪 60 年代,超声检测技术已经成为有效而可靠的无损检测手段,并在工业探伤领域得到广泛应用。
进入 20 世纪 90 年代,超声无损检测仪器的数字化和电子计算机技术的快速发展催生了超声检测新技术的开发,超声衍射声时技术(TOFD)和相控阵技术(PA)等科技创新方法不断涌现,使得超声检测结果可以进行数据追溯。
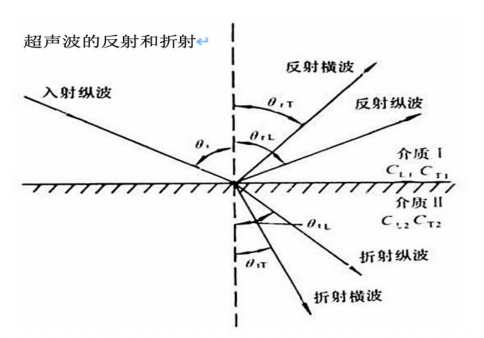
从技术原理来看,人们能够听到声音是因为声波传到了我们的耳内,声波的频率在 20HZ~20,000HZ,频率低于或超过上述范围时人们无法听到声音,频率低于 20HZ 的声波称为次声波,频率超过 20,000HZ 的声波称为超声波。声波、次声波、超声波都是机械波,有声速、频率、波长、声压、声强等参数,在界面也会发生反射、折射。
机械波在材料中能以一定的速度和方向传播,遇到声阻抗不同的异质界面(如缺陷或被测物件的底面等)就会产生反射、折射和波形转换。这种现象可被用来进行超声波探伤。
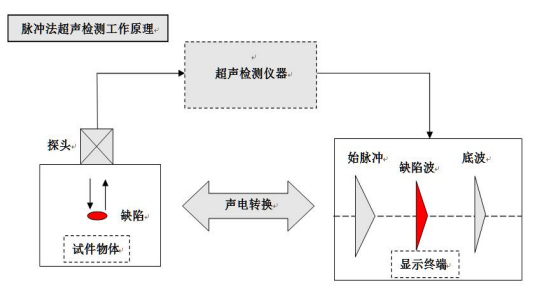
传统超声检测采用脉冲法进行检测,高压发生器发出的电压施加在探头上,由于压电效应的存在探头发射出超声波脉冲,通过声耦合介质(如机油或水等)进入材料并在其中传播;遇到缺陷后,部分反射能量沿原途径返回超声探头,超声探头又将其转变为电脉冲,经仪器放大而显示在显示端的荧光屏上。根据缺陷反射波在荧光屏上的位置和幅度(与参考试块中人工缺陷的反射波幅度作比较),即可测定缺陷的位置和大致尺寸。
脉冲回波探伤法通常用于锻件、焊缝等的检测。可发现工件内部较小的裂纹、夹渣、缩孔、未焊透等缺欠。被检测物要求形状较简单,并有一定的表面光洁度。为了成批地快速检查管材、棒材、钢板等型材,可采用配备有机械传送、自动报警、标记和分选装置的超声探伤系统。
近年来,超声无损检测仪器的数字化和电子计算机技术的快速发展催生了超声检测新技术的开发,超声相控阵技术(PAUT)逐渐成为无损检测行业主要技术发展趋势,应用范围得到了不断推广,传统的常规脉冲回波超声技术正逐渐被超声相控阵技术和全聚焦技术等替代。
超声相控阵技术是借鉴相控阵雷达技术的原理发展起来,起先应用于医学领域,最初系统的复杂性、固体中波动传播的复杂性及成本费用高等原因使其在工业无损检测中的应用受限,随着电子技术和计算机技术的发展,超声相控阵技术逐渐用于工业无损检测,尤其是在核工业与航空航天领域取得了很多技术上的突破,并越来越广泛地应用于锅炉、压力容器、轨道交通、航空航天的无损检测。
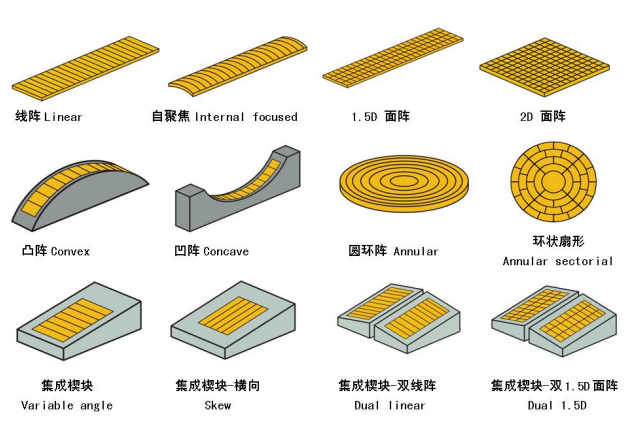
常规的超声检测通常采用一个压电晶片来产生超声波,一个压电晶片只产生一个固定的声束,其声束传播是预先设定的,在固定材料中不能变更;超声相控阵技术则采用了多个压电晶片,这种晶片排列称为阵列,阵列中的每一个晶片称为阵元,阵列晶片组辐射的总能量形成超声束。通过控制阵列中各阵元的激励(或接受)脉冲的时间延迟,改变由各阵元发射(或接受)声波到达(或来自)物体内某点时的相位关系,实现聚焦点和声束方面的变化,达到检测的目的。
依据相控阵技术,相控阵超声检测仪较常规工业超声探伤仪相比具有如下显著优势:
第一,可大幅提高检测速度,可实现多角度扫查,通过独有的 S 扇扫描,相当于拥有多种角度的探头同时工作,检测效率以及缺陷检出率更高,适用于批量生产和自动化生产。相控阵超声波信号可以形成多种显示,包括 A 显示、B 显示、C 显示、D 显示和 S 显示,通过平面投影图形成顶视图、侧视图和端视图;
第二,超声相控阵检测仪可以实现直观的图像化检测结果,一些高端的设备甚至可以 3D 的形式实时显示检测状态,直观显示产品结构及缺陷分布,而常规工业超声探伤仪只能通过波形来分辨产品缺陷,检测结果不直观且对分析人员的技术水平要求很高。
第三,相控阵超声检测仪对于形状复杂的工件具有更大的优势,能够解决很多常规工业探伤仪不能解决的难题,如检测涡轮叶片的叶根,常规工业超声探伤仪因为探头声束角度单一,存在很大的盲区,容易造成漏检。
第四,常规工业超声探伤仪精度相对较低、远距离传输和大规模存储困难,大部分难以实现位置编码记录,无法进行数据的全纪录以及复杂的分析处理;超声相控阵技术是基于相位控制的声束合成技术,精度高,可实现待测区域的声能集中检测,并具有多样的可视化显示,能够实现海量数据的长期保存,形成工业检测“数字底片”,取用、再分析及通讯传输方便,更符合工业自动化、智能化的需求。







 无锡国家数字电影产业园三期项目可行性研究报告
无锡国家数字电影产业园三期项目可行性研究报告 华侨城文旅装备产业园工程建设投资项目可行性研究报告
华侨城文旅装备产业园工程建设投资项目可行性研究报告 美国亚利桑那州-记忆绵床垫生产基地扩建项目可行性研究报告
美国亚利桑那州-记忆绵床垫生产基地扩建项目可行性研究报告 江西宜春-高能量密度动力储能(方形)锂电池研发产业化项目可行性研究报告
江西宜春-高能量密度动力储能(方形)锂电池研发产业化项目可行性研究报告 水晶光电-台州智能终端用光学组件技改项目可行性研究报告
水晶光电-台州智能终端用光学组件技改项目可行性研究报告 广西钦州-中伟股份北部湾产业基地三元项目一期可行性研究报告
广西钦州-中伟股份北部湾产业基地三元项目一期可行性研究报告 中国天津-毫米波雷达研发中心建设项目可行性研究报告
中国天津-毫米波雷达研发中心建设项目可行性研究报告 中国重庆-国储珞璜智慧物流园项目可行性研究报告
中国重庆-国储珞璜智慧物流园项目可行性研究报告